
When we talk about India’s growing consumerism and manufacturing strength, it’s important to note that the manufacturing sector employed over 1.53 crore workers as of 2022. This growth gives us reasons to be optimistic about the country’s economy. Government programs like Make in India and the Production-Linked Incentive (PLI) schemes have played a big role in this success by attracting investments and increasing exports. These initiatives aim to make India a global manufacturing hub, with the industry expected to reach $1 trillion in value by 2025.
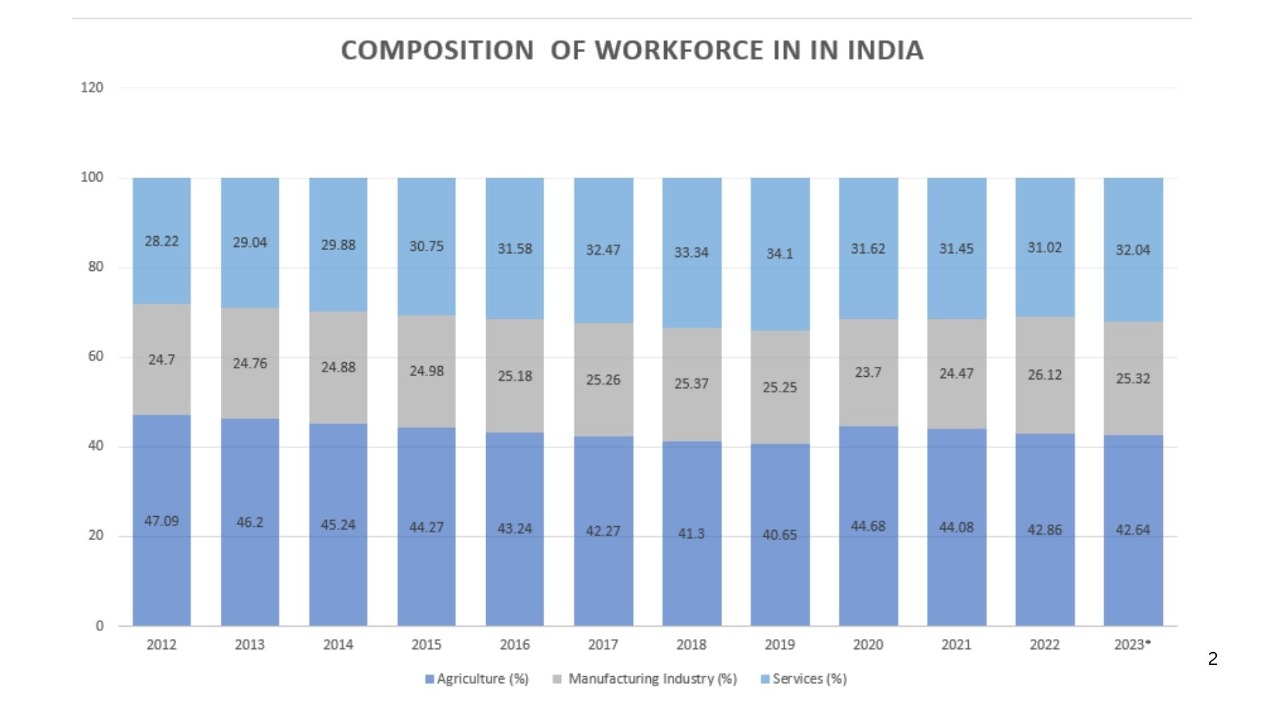
However, this rapid growth comes with challenges. We need to keep growing while also taking care of the workers’ welfare. The manufacturing sector includes many players, from factory owners and suppliers to the millions of workers who are essential to this industrial boom. These workers often work in high-risk environments, such as chemicals, textiles, and heavy manufacturing, and they face daily challenges that go beyond just their jobs. The Composition of the workforce in India is shown in the below image-
The Current Challenges in Indian Manufacturing
The manufacturing sector, especially in high-risk areas like heavy machinery, automotive, and pharmaceuticals, faces several challenges:
- Worker Safety Risks: The industry has a high rate of workplace accidents. Between 2017 and 2021, over 6,500 workers lost their lives in industrial accidents in India. Issues like non-compliance with safety protocols and machinery accidents pose serious threats.
- Quality Control Issues: Consistent product quality is vital, yet manual inspections often fail to catch defects early, resulting in higher reject rates, potential recalls, and dissatisfied customers.
- Operational Inefficiencies: Manual processes slow down the production line, increasing operational costs and reducing profitability.
- Inventory Mishandling: This leads to lost items, inaccurate stock levels, and increased costs due to human errors and inefficiencies.
- Lean Manufacturing: Lean manufacturing practices streamline production processes, reduce waste, and improve efficiency, making it essential in competitive markets.
These challenges have a tangible impact on profit margins, employee morale, and brand reputation. The need for an effective, technology-driven solution that improves both safety and quality standards is pressing.
Computer Vision: A Transformative Solution for Manufacturing
In today’s manufacturing landscape, advanced technologies play a critical role in addressing key challenges such as worker safety, quality control, and efficiency. Vision analytics emerges as a particularly transformative solution. It enables manufacturers to monitor and analyze production processes in real time, identifying safety hazards, quality issues, and process inefficiencies with high precision. Techniques such as object detection, OCR (Optical Character Recognition), OCV (Optical Character Verification), and instance segmentation allow it to instantly detect anomalies, verify product standards, and ensure compliance with safety standards. The rationale for choosing Computer Vision over other technologies lies in its ability to interpret complex visual data rapidly and adaptively. Unlike traditional sensors, CV can analyze visual details and provide instant feedback, making it an invaluable tool for proactive risk management and consistent quality assurance across production lines.
Computer Vision AI vs Other Latest Manufacturing Technologies
| Capability | Computer Vision AI | IoT-Based Monitoring | Robotic Process Automation (RPA) | Augmented Reality (AR) |
| Real-Time Monitoring | Yes, monitors machines, workers, and processes in real time. | Yes, tracks machine performance via sensors but lacks detailed visual analysis. | No, RPA automates predefined tasks, not real-time monitoring. | No, AR enhances human interaction, not real-time monitoring. |
| Predictive Maintenance | Yes, identifies potential equipment failures through visual and sensor data, preventing costly downtime. | Yes, uses sensor data to predict maintenance needs but lacks visual inspection. | No, RPA automates processes but doesn’t predict or monitor equipment health. | No, AR supports maintenance but doesn’t predict or monitor equipment health. |
| Safety Monitoring | Constant monitoring of hazardous areas and unsafe behaviors in real-time, preventing accidents. | Basic safety monitoring via sensors but cannot detect unsafe behavior. | No, RPA doesn’t focus on safety monitoring or accident prevention. | Yes, can be used for safety training but not real-time hazard detection. |
| Cost Efficiency | Proactive maintenance, reduced downtime, and optimized resource allocation lead to cost reduction. | Costs can be high in terms of installation and ongoing management but provides data for cost optimization. | Reduces labor costs by automating repetitive tasks but cannot monitor equipment health or safety. | Costly for implementation but can save on training costs and improve worker efficiency in the long run. |
| Integration with Existing Systems | Easily integrates with existing manufacturing systems, providing valuable insights into production. | Integrates well with IoT platforms but may need additional tools for full functionality. | Can be integrated with existing workflows but not with real-time monitoring or visual data analysis. | Limited integration capabilities; often used alongside other technologies for operational improvement. |
How Computer Vision Works in Manufacturing: Addressing Key Challenges
1. Spotting Issues on the Production Line
In manufacturing, maintaining product quality is essential. Computer Vision (CV) helps detect and address defects as they happen, ensuring a smooth production flow:
- Real-Time Defect Detection: CV scans each product on the line, identifying flaws or irregularities instantly, preventing faulty items from advancing in the process.
- Pattern Recognition for Quality Assurance: By learning from production patterns, CV can detect quality dips early, supporting continuous quality improvements.
2. Checking Inventory Materials
- Automates quality and quantity checks by using AI-powered image recognition to detect defects, verify counts, and ensure inventory meets required standards in real-time.
3. Ensuring Safety Rules Are Followed
In potentially hazardous manufacturing environments, CV helps ensure a safe workplace by monitoring compliance with safety protocols:
- PPE Compliance Monitoring: CV tracks video feeds to verify that workers are wearing proper safety gear; any violations trigger immediate alerts.
- Unsafe Action Detection: CV detects risky behaviors or unsafe postures in real time, enabling supervisors to intervene quickly and prevent accidents.
4. Noticing Machine Problems Early
Although many safety features are installed on machinery, detecting equipment issues in real-time through Computer Vision (CV) systems can enhance virtual inspections and minimize downtime. By analyzing machine behavior, CV systems can spot early signs of malfunction, enabling timely maintenance and reducing costly disruptions. This is shown below in the image-

How this works?
1. Watching and Collecting Data
- Real-Time Video Monitoring: Cameras continuously capture video footage of workers, machines, and work areas, ensuring all activities are monitored in real-time.
- Thermal Imaging: Thermal cameras detect potential overheating in machinery, adding an extra layer of safety.
- Focus on High-Risk Areas: Video monitoring is focused on high-risk zones where accidents are more likely, ensuring proactive safety measures.
2. Spotting Problems
- Detecting Anomalies: The AI-powered system compares real-time video footage with standard operational conditions to spot any deviations.
- Identifying Unsafe Behavior: The system flags unsafe actions, such as workers being too close to machinery without protective gear.
3. Sending Alerts
- Instant Alerts: Once an issue is detected, alerts are triggered and sent immediately through multiple channels:
- Email Notification: A detailed email is sent to the central control room and relevant team members with information about the issue.
- Audible Alarm: Alarms are activated near the affected area to warn workers and prompt immediate action.
- Central Control Room Notification: The alert is also sent to the central control room for immediate coordination and response.
- Location-Specific Alert: The nearest operational team receives a notification, allowing them to act swiftly.
4. Learning and Improving
- Incident Logging: All detected issues are logged for future review, helping to build a history of incidents.
- Refining the System: The system learns from past incidents and continuously improves its detection accuracy, ensuring quicker and more reliable responses.
Benefits of Implementing Computer Vision AI in Manufacturing
| Stakeholder | Benefit | Details |
| Manufacturing Managers & Operations Teams | Enhanced Quality Control | Real-time monitoring detects defects, ensures high-quality standards, and improves customer satisfaction. |
| Increased Efficiency & Productivity | Identifies bottlenecks, improves production workflows, and reduces downtime, leading to higher productivity. | |
| Cost Reduction | Proactive anomaly detection and predictive maintenance reduce downtime, cut operational costs, and optimize resources. | |
| Data-Driven Decision Making | Provides actionable insights to optimize processes and stay competitive by adapting to market trends. | |
| Scalability & Flexibility | Scalable solutions that adapt to growing business needs without major disruption or extra investment. | |
| Safety Managers & Workers | Enhanced Safety | Continuous monitoring of hazardous areas and employee activities helps prevent accidents and injuries. |
| Proactive Risk Mitigation | Real-time alerts for unsafe conditions enable immediate response to prevent potential accidents. | |
| Maintenance Teams & Engineers | Proactive Maintenance | Early identification of machine malfunctions reduces breakdowns and ensures smooth operations. |
| Optimized Resource Allocation | Helps optimize the use of machinery and workforce, improving asset utilization and efficiency. | |
| Business Owners & Stakeholders | Increased Profitability | Improves overall profitability by reducing downtime, cutting operational costs, and increasing production. |
| Competitive Advantage | Enables faster adaptation to market changes and scaling operations, ensuring long-term success. |
Why Valiance Solutions is Leading the Way?
Valiance Solutions is a growing name in AI-driven Computer Vision technology in private and public sectors and has solutions for the Indian manufacturing sector. With a strong track record of successful projects in vision analytics, we have delivered customized, scalable solutions that seamlessly integrate into industrial operations. Our systems provide real-time insights and proactive alerts to enhance worker safety, ensure product quality, and improve efficiency. Committed to addressing the unique challenges of manufacturers, Valiance Solutions tailors its end-to-end approach to help organizations achieve their goals and drive innovation in their operations.

Rajneesh singh
Business Consultant
Rajneesh Singh is a seasoned professional with experience in ship operations. He has a comprehensive marketing, sales, and process optimization background within the maritime industry. Rajneesh is dedicated to enhancing operational efficiencies and implementing effective strategies to drive success. Alongside his maritime expertise, he has a keen interest in fintech, staying abreast of the latest developments and innovations in financial technology. His diverse skill set and passion for continuous learning make him a valuable asset.

